
電 話: 0760-88588917
郵 箱: sales@mltor.com
網 址:http://www.ejmsqmq.cn
地 址: 中山市火炬開發區科技西路43號之一101
早在公元前400年,中國已開始使用手工修銼成形的齒輪。1540年,意大利的J.托里亞諾在制造鐘表時制成一臺使用旋轉銼刀的切齒裝置。1835年,英國的J.B.惠特沃思獲得蝸輪滾齒機的專利。1858年,C.席勒取得圓柱齒輪滾齒機的專利。以后幾經改進,直至1897年德國人H.Pfauter制成帶差動機構的滾齒機,才圓滿解決了加工斜齒輪的問題。20世紀初,由于齒輪需求量迅速發展,特別是為了滿足汽車工業的生產需要,又先后出現了插齒機、刨齒機、銑齒機、磨齒機、剃齒機和珩齒機。經過半個世紀的發展,形成了滾、插、剃、珩、磨的齒輪加工基礎。
在當前的齒輪制造業中,各家公司的齒輪加工工藝大致相同。汽車齒輪大多數采用滾齒-剃齒-熱處理-珩齒工藝,少數企業和部分轎車企業采用滾齒-熱處理-磨齒工藝,而重載齒輪傳動業則普遍采用滾齒-熱處理-磨齒工藝。滾齒在汽車齒輪加工方面占據了70% 以上的份額,可見滾齒在齒輪加工領域的作用不可替代。
隨著時代發展,各公司對滾齒機的效率和質量要求越來越高,有些用戶要求CPK≥1.67以及fα、fβ、Fp達DIN 6級標準。另外,高可靠性和高數字化程度也是各公司的重點考慮范圍。目前,滾齒機一般有粗、精加工兩種,粗加工精度低于8級,一般精加工為7~6級,高精度精加工則高于6級。
滾齒機技術的發展
滾齒機制造技術的發展可劃分為機械式滾齒機和數控滾齒機兩個階段。
傳統的機械傳動式滾齒機
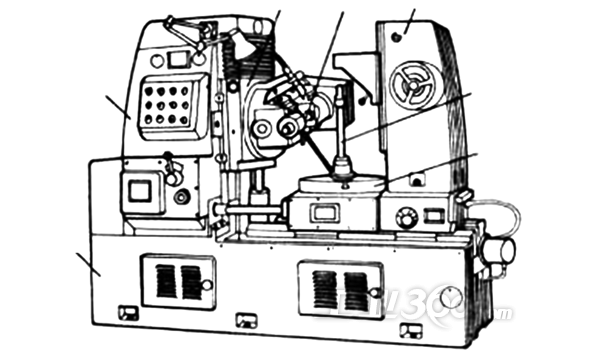
傳統的機械傳動式滾齒機,其特征為各主軸采用機械式的傳動形式,包括差動、分齒、工件軸、滾刀軸和進給等。由于傳動鏈固有的理論誤差和安裝間隙,造成速度很慢,精度很低。工作時,滾刀裝在滾刀主軸上,由主電動機通過齒輪副和蝸輪副驅動作旋轉運動;刀架可沿立柱導軋垂直移動,還可繞水平軸線調整一個角度。工件裝在工件軸上,由分度蝸輪副帶動旋轉,與滾刀的運動一起構成展成運動。滾切斜齒時,差動機構使工件作相應的附加轉動。工作臺(或立柱)可沿床身導軌移動,以適應不同工件直徑和作徑向進給。
隨著數控技術的發展,出現了1~3個軸數控化的滾齒機,其中的一部分軸采用伺服電機數字化控制。直到20世紀80年代,世界上才出現真正意義上的六軸數控滾齒機。在過去的20年中,數控滾齒機的發展可以劃分為4代。
第一代數控滾齒機的工件軸和滾刀軸等采用傳統的蝸桿蝸輪副傳動,速度依然較低,但精度有所提高。隨著刀具技術的發展,切削線速度有了很大的提高,原來的滾齒機已不能滿足刀具的高速切削要求,于是更快的第二代數控滾齒機誕生。其工件軸和滾刀軸采用齒輪副傳動,速度有很大的提高。格里森鳳凰牌125GH是第二代數控滾齒機的代表。
第三代數控滾齒機于90年代末期出現,它與世界上兩大齒輪裝備巨頭的合并不無干系。差動機構滾齒機發明人H.Pfaute創辦了PFAUTER公司,100多年來,PFAUTER公司不斷探索,使滾齒機制造技術始終處于先進地位。1997年,世界著名錐齒輪制造商——美國格里森公司成功收購德國PFAUTER公司。通過技術的強強聯手,第三代數控滾齒機GP系列誕生。其以全直驅技術的利用為特征,工件軸和滾刀軸的直接驅動實現了真正意義的全閉環控制。直驅技術的使用,保證了高速度;電子齒輪箱和機械間隙的數控補償,保證了高精度。這時,數控滾齒機進入頂峰。
邁雷特數控推出的4軸直驅式滾齒機數控系統MLT-G210,正是順應時代發展的需要,幫助中國的齒輪數控產業升級換代的優產品。
網站地圖 | 網站管理 | 技術支持:網站建設 版權所有 ? 2021 中山邁雷特數控技術有限公司 版權所有 | 備案號:粵ICP備15003973號-1












